近年来随着雾霾现象的增加和一系列因环保问题导致环境变化,国家对环保问题越来越重视,先后出台了一系列的法律法规和标准。甲醇罐区作为工厂的危险源在废气治理过程中存在其特殊的安全要求和特殊的工艺要求,该公司技术人员结合多年的化工生产经验和环保治理经验,研究出一套独特的有针对性的处理工艺。
挥发性有机物(VOCs)是指常温下饱和蒸汽压大于70 Pa、常压下沸点在260 ℃以下的有机化合物,或在20 ℃条件下,蒸汽压大于或者等于10 Pa且具有挥发性的全部有机化合物。VOCs是导致城市灰霾和光化学烟雾的重要前体物,主要来源于煤化工、石油化工、燃料涂料制造、溶剂制造、使用和存储等过程。
甲醇罐区为甲醇的存储区域,主要的无组织排放源为甲醇罐的呼吸阀或透气孔,作为厂区的危险源其周围区域为防爆区,对于废气处理设备和工艺选择有着严格的要求,该公司根据甲醇的物理化学特性和罐区高标准防爆特性研究出甲醇罐区无组织挥发性有机废气治理的处理工艺。
1 气体成分分析

1.1 污染源
主要为向甲醇罐内输送甲醇时,自呼吸阀或透气孔排出的气体。
1.2 污染气体成分
气体主要成分为甲醇。
1.3 污染气体特性
甲醇为无色透明液体,有刺激性气味。熔点-97.8℃,沸点64.7℃。相对密度0.79(水=1),相对蒸气密度1.1(空气=1),饱和蒸气压12.3 kPa(20 ℃)。燃烧热726.51 kJ/mol,临界温度240 ℃,临界压力7.95 MPa,闪点8 ℃(CC)、12.2 ℃(OC),自燃温度436 ℃,爆炸极限5.5%~36.5%,可溶于水,可混溶于醇类、乙醚等多数有机溶剂,黏度为0.5525 MPa·s(25℃)。
2 工艺简介
2.1 风量计算依据
HG/T 20698—2009 《化工采暖通风与空气调节设计规范》5.5.18条,为了防止爆炸发生,在进行通风系统设计时应采取以下措施:排出有爆炸危险物质的局部排风系统,其风量应按照在正常运行和事故情况下,风管内这些物质浓度不大于爆炸下限的50%计算。总气量为:
Q=qm3/h÷2.75%×a
其中:q为甲醇罐区进液总量,a为富裕量。
2.2 处理工艺简介
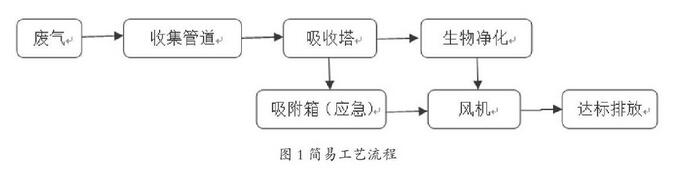
根据甲醇废气的水溶性和易燃易爆的特性,采用物理吸收+生物净化工艺。简易工艺流程如图1所示。
对甲醇各储罐的呼吸阀处通过设计的特殊收集罩进行收集并维持空间微负压,收集的气体经过水吸收除去绝大部分甲醇等挥发有机气体进行初步净化,然后进入生物滤床,通过生物滤床中的专用菌种对气体中的有机成分进行生物降解,出现应急状态时气体通过活性炭吸附箱进行排放,吸附后的净化气体通过排气筒达标排放。吸收甲醇后的含醇水可以送往车间使用或作为碳源送往污水。活性炭的吸附箱使用后可对其内的碳进行脱附回收利用或送入锅炉焚烧。
3 注意事项
3.1 收集管道
由于气体成分为易燃易爆气体,收集管道应为导电性好的金属管道或特制防静电管道,避免气体输送时产生静电,管道法兰连接垫片应为导电性良好的垫片,低于4个螺栓的法兰应做防静电跨接;每个支管应设置阻火器,将罐体同处理装置安全有效隔绝。
3.2 吸收塔
为保证吸收效果,吸收塔采用活水吸收,吸收液中甲醇的浓度应低于塔内温度压力下气液平衡时的液相浓度,吸收液可以是一次水,吸收甲醇后的含醇水送至污水处理厂作为生化细菌的碳源;也可使用脱盐水,吸收后的含醇水可送至精馏萃取岗位使用。
3.3生物净化设备
生物净化设备为特制生物滤床,在投用前需用含醇水进行菌种筛选培养,选出适合分解甲醇气的菌落。
3.4 安全措施
(1)收集气体始终处在爆炸极限以下进行输送。
(2)支管增设阻火器,避免出现罐体串联,实现有效隔离。
(3)主管路设置甲醇在线分析仪,分析仪与风机连锁调整风量。
(4)转动设备、电气仪表、控制柜防爆等级采用CT4防爆等级。
4 案例分析
以下案例为该公司实际工程案例(某煤化工厂精馏甲醇罐区废气治理项目)。
4.1 概况
甲醇罐区现有规格为Φ5000 mm×8000 mm的精醇槽2个,规格为Φ5000 mm×8000 mm和规格为Φ8000 mm×10000 mm粗醇槽各1个,储罐*大储存量为870.4 m3;甲醇中间储罐现有规格为Φ3600 mm×4800 mm中间槽1个,计量槽2个,每个储罐容积为50 m3;储罐容积为10 m3的杂醇储罐1个,规格为Φ3600 mm×4800 mm的水槽1个,另有回流冷却器后的不凝气放空口和装车时罐车顶部呼吸孔,在甲醇装车过程以及储存生产过程中产生的尾气中含有甲醇和非甲烷总烃等有害气体。
4.2 风量计算
根据甲方提供的参数:Q=140m3/h÷2.75%×1.18 ≈6000m3/h(其中1.18为18%富裕量)。
4.3 系统配置
根据上述风量计算,我公司为该化工厂精馏甲醇罐区设计配套处理量为6 000 m?/h 的两级吸收塔,材质选用304不锈钢,生物处理净化设备的处理量为6 000 m?/h,处理效率达到95%;废气收集罩按照气流2 m/s进行设计,收集管道流速按照15 m/s进行设计,风机采用防静电玻璃钢风机,配套电机为18.5 kW。
4.4 处理能力核算
该化工厂精馏甲醇罐区废气收集后浓度按照20 000 mg/m?进行核算,吸收塔处理效率按照80%考虑,则两级吸收后废气浓度降至800 mg/m?,生物净化的处理效率可达到95%,则处理后排气浓度可达到40 mg/m?。
4.5 实际监测数据
4.5.1 甲醇罐区废气监测点位示意图(图2)
4.5.2 甲醇罐区废气监测结果及分析
甲醇罐区废气外排污染物主要以监测甲醇以及非甲烷总烃为主。该公司设计实施的这套综合处理工艺,经过调试运行稳定后在12月6日、7日连续2天时间内排放气中甲醇的排放浓度没有检测到,远远低于50 mg/m?的排放标准;而在11月24日、25日连续2天的监测中,排放气中非甲烷总烃排放浓度*低达到8.74 mg/m?,平均排放浓度为10.9 mg/m?,距80 mg/m?排放标准也还有很大的余地。前后12次的监测,排放达标率达到了100%。
该公司的这套有针对性的甲醇罐区废气治理工艺对甲醇罐区废气治理有很好的效果,既能满足了甲醇罐区高标准防爆特性要求,又使甲醇罐区无组织挥发性有机废气达到了环保要求的排放标准,值得在甲醇行业以及类似的石化、化工行业大力推广和应用。
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。









 行业新闻
行业新闻





