目前,国家实行了打赢蓝天保卫战的战略要求,既要金山银山,又要绿水青山成为大家的共识,这就对粉尘排放较大的水泥工业提出了更严格的要求。根据GB 4915—2013《水泥工业大气污染排放标准》,水泥企业自2015年7月1日起执行限值为30 mg/Nm3和10 mg/Nm3的排放标准。水泥熟料生产线按照原来排放标准配置设备的排放参数,满足不了新国标。企业要么关停,要么技术改造,设备升级,达到排放要求。可喜的是,随着排放要求的日趋严格,我国粉尘治理技术也在不断进步。更多的水泥企业选择了技术改造,先进技术的应用,既满足了排放要求,又使企业达到节能减排、蓬勃发展的目的。
1 水泥熟料生产线粉尘排放治理点
水泥熟料生产线粉尘排放分为有组织排放和无组织排放。有组织排放的粉尘点建设时期已经配备了收尘设备,无组织排放大多采取一般的收尘或降尘措施。
1.1 有组织排放点
石灰石破碎及输送(非矿山)、石灰石预均化堆场及输送、砂岩破碎及输送、辅料库、石灰石库及输送、原料房及废气处理、生料均化库及生料入窑、煤粉制备、窑头、熟料储存及散装、原料堆场及输送、石膏破碎及输送、混合材储存、配料粉尘排放点;水泥配料、水泥粉磨、水泥储存、输送、汽车散装、水泥包装及成品库等。
治理措施:小扬尘点采用袋收尘器,窑头、窑尾采用静电收尘器或低压长袋收尘器。
1.2 无组织排放点
原材料、燃料、物资的运输、装卸、露天堆放,包含石灰石预均化堆场及配料库;铁尾矿联合堆棚及配料库;粉煤灰配料库;其他配料库;水泥运输等导致的粉尘排放。
治理措施:有的采用封闭处理或喷水抑尘,有的没有封闭处理。
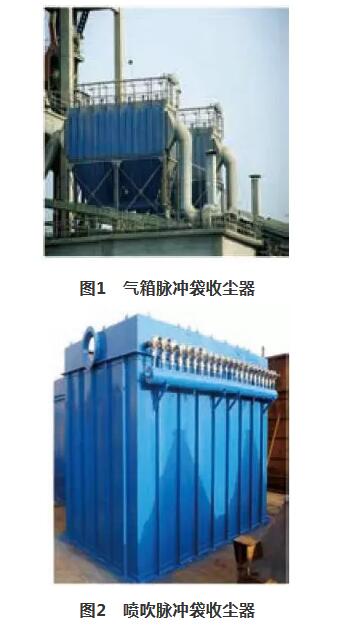
2 脉冲袋收尘器的特点
脉冲袋收尘器从结构上分为气箱脉冲袋收尘器和喷吹脉冲袋收尘器,见图1和图2。
气箱脉冲袋收尘器结构简单,负压大,原来建设的水泥生产线较小的粉尘排放点都使用该收尘器。后来随着技术的提高,喷吹脉冲袋收尘器广泛应用,与气箱脉冲收尘器比,关键是空间利用和布置更合理,进出气方式更灵活,实现了侧部或中心进气,因而袋收尘器可以向大型结构、大处理风量、低排放效果方向设计,因而也有了电收尘器改为大型高效袋收尘器技术的应用。
3 有组织排放点袋收尘器的技改
水泥熟料生产线配置的袋收尘器,大多处理风量为3 000~100 000 m3/h,收尘器大多布置在小的扬尘点,如库顶、库侧、烘干、破碎、煤磨、水泥磨、转运点、包装等。原来配置多为气箱脉冲袋收尘器,也有少部分喷吹脉冲袋收尘器。
袋收尘器超低排放技改主要从四个方面进行。
3.1 将气箱脉冲袋收尘器改为喷吹脉冲袋收尘器
该项技改利用原气箱脉冲袋收尘器,不改变基础和风机、输灰管道,将原收尘器内部滤袋袋笼抽出,割除净气室花板和提升装置,新增净气室和花板、喷吹管、脉冲阀和气罐组件、控制仪等,适当改动进出气管道,加高或不加高袋室,加长或不加长滤袋袋笼,增加滤袋袋笼数量,达到增效目的。改造后的实景见图3。以PPC64-4气箱脉冲袋收尘器为例,技改前后参数比较见表1。
3.2 气箱脉冲袋收尘器升级改造
该项技改利用原气箱脉冲袋收尘器,不改变基础和风机、输灰管道,将原收尘器内部滤袋袋笼抽出,根据需要加高袋室,新增净气室和花板,适当改动出气管道,加长滤袋袋笼,达到增效目的,见图4。以PPC64-4气箱脉冲袋收尘器为例,技改前后参数对比见表2。
3.3 气箱脉冲袋收尘器滤袋材质更换
该项技改利用原气箱脉冲袋收尘器,不改变基础和风机、输灰管道,根据需要,将原配置的滤袋更换为目前技术先进的滤袋,如将原涤纶针刺毡材质更换为玻纤覆膜滤袋,或水刺PTFE滤袋等,提高过滤效率。
3.4 加强各小扬尘点管理
由于小的粉尘排放点较多,精细化管理很重要。建议按以下方面进行:
(1)原来没有配置收尘器的进行收尘器配置。
(2)对配置的收尘器进行技改。
(3)加强管理,专人负责,加强巡检,保证设备完好运行。
(4)合理布置集尘罩、集尘管道,密封各粉尘排放点,达到不漏风、不扬尘。
4 有组织排放点电收尘器的技改
4.1 影响电收尘器的收尘效果因素
谈到静电收尘器技改,必须了解影响电收尘器的收尘效果因素,对于这些因素的论述专业理论很全面,下面只做简要说明。一般情况下,影响电收尘器收尘效果的主要因素如下:
(1)烟气的温度。烟气温度过高,电晕始发电压、起晕时电晕极表面的电场温度、火花放电电压等均降低,影响除尘效率;温度过低,容易造成绝缘部件因结露而爬电,金属件被腐蚀。
(2)烟气的流速。粉尘在电场中荷电后沉积到收尘极上需要有一定的时间,如果烟气风速过高,荷电粉尘来不及沉降就被气流带出,同时,也容易使已沉积在收尘板上的粉尘产生二次飞扬,特别是振打落灰时更容易产生二次飞扬。
(3)极间距。极间距的变化会影响电晕线临近区所产生离子电流的分布,增大表面积上的电位差,将导致电晕外区电场强度降低,影响除尘效率。
(4)气流分布不匀。出现气流分布不匀时,会导致收尘效率高低不同,气流速度低的地方增加的粉尘收集量小于气流速度高的地方减少的粉尘收集量,而总收尘效率降低。并且气流速度高的地方会出现冲刷现象,将已沉积在收尘板上的粉尘再次大量扬起。
(5)漏风。漏风处使通过电收尘器的风速增大,烟气温度降低,这会使烟气露点发生变化,使收尘性能下降,如果从灰斗或排灰装置漏入空气,将会造成收下的粉尘产生再飞扬,使收尘效率降低。
(6)粉尘比电阻高。细小粉尘及粉尘比电阻高导致粉尘荷电性能降低,难以捕捉,造成粉尘逃逸,影响收尘效果。
4.2 使用电收尘器的粉尘排放点及优势
水泥熟料生产线使用电收尘器主要是在回转窑窑头和窑尾粉尘排放点。因为电收尘器运行费用低、运行阻力小、单机处理风量大、收尘适应性强,所以应用范围广。
4.3 电收尘器技改重点
4.3.1 电收尘器新技术介绍
近年来,由于静电收尘器技术的提高,促进了电收尘技术的适应性和广泛应用。这方面已有很多专业论述,本文不再赘述,在此仅将各先进技术共用的技改实践做一总结。
电收尘器新技术应用的技改内容包括:高频电源应用,烟道喷水、气、高分子团聚物质调质技术应用,湿式电收尘器的辅助收尘,振打系统自动化改造,阴极线新技术改进等。这些新技术改造应用,都在一定范围上提高了收尘效率,很难说清每一种技术的优缺点。
4.3.2 电收尘器改造为电收尘器复合技术
电改电收尘器技术,是在原有电收尘器技术上,通过新技术应用和通过增加电场增加收尘面积这两大技术优势进行的技改工作,也有将两项一起结合的技改,我们称之为电改电收尘器复合技术。
该改造的范围包括:
(1)将原电收尘器进气烟道增加自动喷水、气、雾、高分子溶液装置,对粉尘性质进行调质处理,降低比电阻。
(2)将原电收尘器的控制电源更换为新型高频电源控制。高压控制技术是静电收尘器关键配套装备之一,在高压控制的配套上,业内专家和专业生产厂一直没有停止研发的步伐。从*初的高压可控硅整流控制,发展到恒流源控制都达到了效用。目前高频电源的开发应用使静电收尘器收尘效率大为提高,高频电源在静电除尘器方面所获得的经验,在集成整流器中得到了集中体现。通过结合高频、固体电源装置和计算机控制技术,改善了不同应用领域的收尘效率。同常规的变压器/整流器+机柜相比较,该技术还显著地降低了安装和调试费用。其主要特点如下:①提高高频电源的输出电压,增加电场内粉尘的荷电能力,也减小了荷电粉尘在电场中的停留时间,从而可提高除尘效率;②能有效提高静电除尘器的有效电流,对于粉尘浓度大或低比电阻的灰尘烟气,能显著降低排放;③可在脉冲峰值电压基本不变的条件下,通过改变脉冲重复频率,在很大范围内选择电晕平均电流,因此,对粉尘性质的变化具有良好的适应性,有利于克服反电晕现象;④高频电源具有灵活的控制方式。
(3)湿式电收尘器辅助收尘。在收尘器与烟囱之间,如果有空间,增加湿式电收尘器,能够实现5 mg/Nm3的超低排放限值。
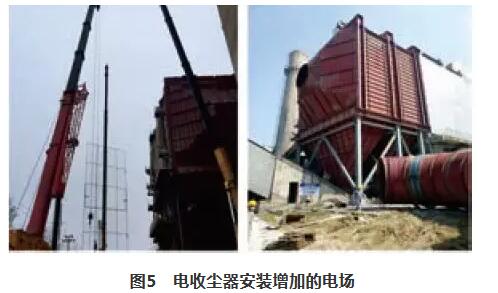
(4)在原有收尘器基础上,增加电场或加高电场达到增加收尘面积(见图5)的目的。该技改主要受场地制约。如果收尘器的进口和出口有空间,该技改*为有效,并且投资和运行费用较低。利用原收尘器增加电场的主要工序有:拆除原进气口或出气口,安装增加的电场,安装进气口或出气口。管道对接,风机不用改造。该项技改,一般能够将原有30~50 mg/Nm3的排放浓度,降低到20~30 mg/Nm3。
5 电收尘器改为袋收尘器技术
袋收尘器一般指小型袋收尘器,而把大型袋收尘器统称为高效低压长袋收尘器。袋收尘器技术的提高,为电收尘器改造为袋收尘器提供了可靠的技术保障。特别是低压长袋技术、喷吹技术、进气技术、滤袋技术、控制技术的进步,使得大型袋收尘器发展很快,应用更广泛。水泥熟料生产线窑头和窑尾改造为袋收尘器技术日益完善。一般将电改袋技术分为两类:电改袋和电改电袋复合,实际应用都很成功,促进了超低排放要求的施行。
5.1 大型低压长袋收尘器结构特点
(1)侧向或中心进气加气流分布系统可使滤袋长度增加到6~8 m,直径缩小到130~160 mm。
(2)侧向或中心进气的气流分布系统可使滤袋布置得更密,充分利用空间,可减少清灰时的二次扬尘,滤袋的过滤速度和粉尘负荷更均匀。
(3)进气阀门采用蜗轮蜗杆驱动,启闭方便灵活(选择使用)。
(4)出气阀门采用气动百叶阀,有更大的流通面积和更小的机械阻力(选择使用)。
(5)顶部整体检修门,漏风率更低。
(6)处理风量大,占地面积小,适应性强。
基于以上结构特点,袋收尘器向大型、处理风量大、占用空间小、高效低压方向发展,达到了收尘效果好、适应性强的目的,奠定了大型袋收尘器取代或复合运用电收尘器的地位。
5.2 电收尘器技改为袋收尘器主要工作
(1)参数收集和设计阶段。主要收集原电收尘器基础图、规格参数、通道数、电场高度、进出气口结构等,校核基础刚度。由于改造后袋收尘器系统阻力增加1 500 Pa,还需要校核壳体刚度、进出气口刚度、风机功率等。
(2)改造设计阶段。主要考虑进出风口结构布置、气流均布装置、喷吹和滤袋袋笼数量布置、净气烟道风阻等。校核过滤风速,一般设计不允许超过1.0 m/min,脉冲阀喷吹滤袋数量不允许超过22个等关键参数控制。
(3)设备制造阶段。关键控制花板和净气室平面度、垂直度、刚度,拼装为一个整体单元。滤袋材质选择把关,袋笼材质刚度把关。
(4)改造施工阶段。首先拆除电收尘器的顶板、内部件等需要拆除部件,对收尘器壳体进行加固处理,改造进出气口,布置进气出气烟道,安装气流均布装置、顶圈梁、进气烟道、净气室、气路喷吹系统、滤袋袋笼和外保温等。
(5)需要对风机进行改造,增加风压1 500~2 000 Pa。
(6)配套压缩空气系统安装和调试,配套控制系统安装和调试。
(7)配套冷风阀系统安装调试,配套降温系统安装调试。
目前,5 000 t/d水泥熟料生产线的电改袋项目,粉尘排放浓度均可从原30~50 mg/Nm3降到10~20 mg/Nm3。超低排放效果明显,电收尘器改为袋收尘器现场情况见图6,相关详细技改内容,不一一论述。
5.3 电收尘器改为电袋复合收尘器技术
电袋复合收尘器对高粉尘比电阻、高粉尘浓度、工况运行复杂的烟气粉尘处理更具有技术优势和经济优势。作为前级收尘的电收尘器部分捕集了烟气中将近80%的粉尘量,从而降低了滤袋捕集粉尘的负荷,因此也降低了袋收尘部分的阻力上升速率。同时,荷电后的粉尘变得更为疏松,因此,在相同的粉尘负荷下,带有荷电的粉尘饼层阻力会更小,可延长滤袋的清灰周期,节省清灰能耗,延长滤袋使用寿命,降低日常维修费用,它比常规长袋低压脉冲袋收尘器更节省滤袋投资,而且运行稳定。综合投资和运行成本低于纯粹的电收尘器或袋收尘器。
6 无组织排放点超低排放技改
原料、材料、料库、道路、运输等因素造成的无组织粉尘排放,在以前并没有引起大的重视,随着超低排放要求的提出,水泥熟料生产企业开始重视,并采取了有效控制技改措施。对于料场可采用遮盖、封闭措施;对于易产生粉尘工序点,除配置袋收尘器外,可进行喷雾降尘;对于道路粉尘,可采取水洗和喷雾抑尘措施,这些都能达到满意的效果。喷雾抑尘治理效果见图7。
水泥熟料生产线粉尘超低排放技改实践进行了总结,各技术都有专业厂家研究、设计、把关、实施,很难讨论清楚哪一项技术的优缺点。对于电收尘器改造,我们尽可能将先进的降低比电阻技术、高频电源控制技术、增容(增加电场)技术、湿电技术、设备配置完好管理技术等复合利用,重点技改实施了电改电收尘器技术、电改袋收尘器技术,收到了好的超低排放效果。对于袋收尘器改造,技改重点放在了过滤风速合理选择、高品质滤袋应用、喷吹清灰技术控制以及扩容(加高袋室加长滤袋)技术。
超低排放是今后国家持续执行的国策之一。面对复杂的粉尘排放因素,要实现节能减排,任重道远,还需要在实践中总结经验,在新技术跟踪、严格重视、管理细化、资金投入、节能减排方面进一步开拓,期望早日实现达标排放,保护蓝天白云,为造福人类奉献一份力量。
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。












 行业新闻
行业新闻





