挥发性有机化合物 (Volatile Organic Compounds,简称VOCs)一般指沸点低于250℃的化学物质,是*为常见的大气污染物,包含卤代烃、脂肪烃、芳香烃、有机酸、硫烃等。这些有机废气对动植物生产、人体健康以及环境质量等均可造成极大的直接危害。VOCs在阳光照射下,与大气中的氮氧化合物、碳氢化合物发生光化学反应,引起光化学烟雾、酸雨、霾和气候变化等一系列环境问题,这些挥发性有机废气在空气中悬浮汇聚亦是导致PM2.5和PM10数值不断上升的原因之一,因而如何削减这些挥发性污染物至关重要。
中国是印刷大国,据统计,具有较大规模的企业八万多家,其中大部分油墨和涂布工业均采用油性涂料作为涂布液,因此导致每年产生的有机废气排放量高达几十万吨。这些VOCs的排放不仅对人的身体健康造成巨大的伤害,还是原料资源的极大浪费,导致企业生产成本上升和经济效益下降。本文根据江苏某材料包装生产企业含VOCs废气的产排特征,采用了“三室RTO+热能回收”处理工艺应用于企业废气的末端处理,取得了良好的经济效益、环境效益和社会效益。
1产污环节
企业主要产品包括PET普通烟包转移膜、OPP镭射防伪转移膜、PET镭射防伪转移膜等。项目涂布、烘干工段均在涂布机上进行操作,该机由放卷、前放卷张力、纠偏系统、涂布头、干燥箱(烘箱)、冷却系统、后收卷纠偏、张力系统、收卷系统组成。涂布头包括涂布网纹辊、背辊(压辊)、刮刀、刮刀调节机构。涂布头是涂布机的核心部分,涂布机的技术能力取决于涂布头。加热采用5段式电加热,GSN热风循环,*高温度140℃。安放在放卷装置上的基膜(厚度12-18um)经自动纠偏后进入浮辊张力系统,调整前放卷张力后进入涂布头,调配好的涂料按涂布系统的设定进行连续涂布,涂布后湿膜进入干燥箱(烘箱)由热风进行干燥,干燥后带信息涂层的塑料薄膜经冷却系统冷辊定型后调整系统控制好张力、同时控制好收卷速度(80-100m/min)、使它与涂布速度同步,冷却后的膜由纠偏系统自动纠偏使其保持在中心位置由收卷装置进行收卷。
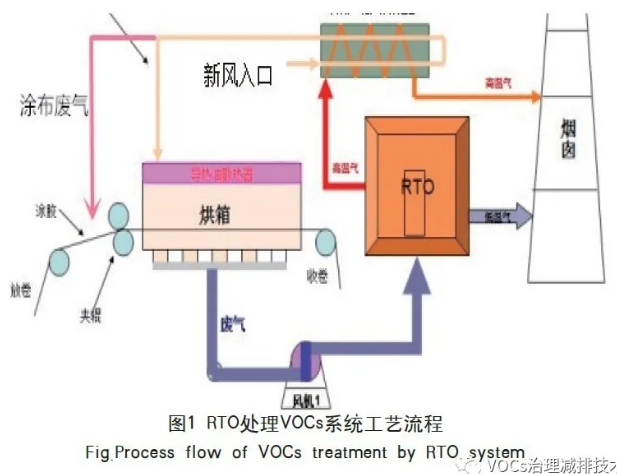
生产过程中会有调配废气、涂布废气,烘干废气产生,主要含有乙酸乙酯、醋酸正丁酯、丁酮、丙二醇甲醚等有机污染物。方案采用了蓄热式热氧化炉来治理生产过程中的有机废气,并结合余热回收利用设备,为企业开辟一条既环保又节能的处理工艺路线。
2设计要点
2.1风量设计
车间调配区采用排风罩收集进行局部通风,排风罩设置在污染物上方,根据公式计算:Q=kphvx;式中:P-排风罩口敞开面的周长,m;H-罩口至污染源距离,m;vx-污染物边缘控制风速;k-安全系数,一般取1.4。*终确定排放量Q1为1200m3/h。
项目对涂布机头区域进行密闭,并采用全面通风,全面通风量可根据换气次数确定,即Q=nV,式中:n-换气次数,1/h;V-通风房间体积,m3。由于厂房内空间洁净度等级为7级,根据GB50073-2001规定,换气次数为15~25次,方案选定n=20,排放量Q2为2400m3/h。
设备烘箱配有热风循环系统及排放装置,其排风机额定风量Q=5000m3/h,故两套生产线合计风量Q3=10000m3/h。综上所述,Q总=Q1+Q2+Q3=13600m3/h。考虑处理系统留有10%的操作余量,确定进入RTO装置的废气处理能力Q=15000m3/h。
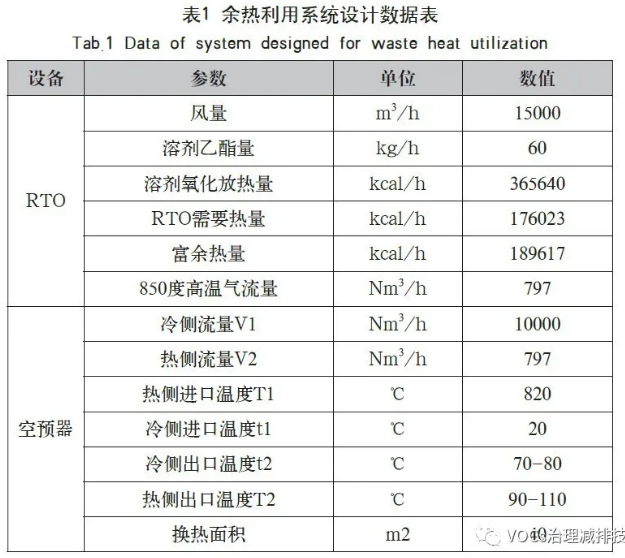
2.2余热回收系统
根据项目的实际运行情况,收集废气的主要污染物为乙酸乙酯溶剂,其浓度为4000mg/ m3,计算可知该股废气的热值为365640kcal/h,维持RTO设备的自运行所需的能量为176023kcal/h,因此可通过换热器等形式回收VOC氧化后的余热用于涂布干燥用热,从而实现设备烟气排放余热回收利用的目的,热量平衡方程式如下:
其余热回收经济效益计算公式如下:
189617(富余热量)×0.7(系统综合利用率)×24(h/d)×300(d/a)/8500(天然气热值)=112432(m3/a);112432(m3/a)×3.65(元/ m3)=41(万元/a)
上面计算中,效益将随生产线的实际工作时间(年时基数)变化而变化。
2.3主体设备参数
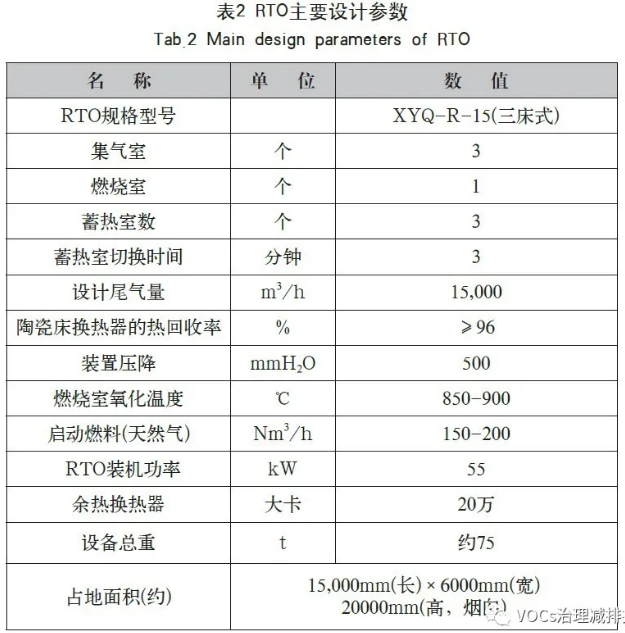
该企业废气中不含卤素、氮、硫等元素,腐蚀性不强,因此焚烧炉壳体采用6mm厚的Q235B钢板密封满焊;蓄热陶瓷体选用采用LANTECMLM180专利产品及抗硅填料混合而成,该填料在急热急冷时具有很好的化学和物理稳定性,还可以改善气流分布。RTO燃烧室的设计温度需要燃烧器来维持,项目采用进口品牌霍尼韦尔低压头比例调节式天然气燃烧器,双电磁阀避免燃料不燃烧而进入炉膛,同时其具有自动吹扫、自动点火、紫外线扫描仪火焰检测、火焰燃烧状况监视等功能。设计主要参数如表2所示。
2.4控制系统
完善的自动控制,是安全生产的保障。项目采用DCS系统对RTO本体及热能回收系统进行自动控制。由于涉及多个功能区,一方面,各区域设备由于生产用能相互关联;另一方面,设备又具有相对独立的要求,导致各区域电控连锁关系较为复杂,其控制要点如下:
(1)停机状态。RTO原始状态,超温安全自动阀位置:密闭,烟气不经余热换热器;新风系统原始状态,新风管路气动阀:打开,新风风机启动,新风始终经过余热换热器。
(2)运行状态。RTO炉内温度<850℃,超温安全自动阀密闭;RTO炉内温度≥850℃,向DCS系统提供高温信号,超温安全自动阀(耐温960℃)打开,高温烟气经过余热换热器。
(3)热风温度过高(>120℃)报警信号。出余热换热器后,热风回风管上设一个温度探头。当热风温度高于120℃时,给RTO提供高温报警信号,RTO超温安全自动阀进行调节,减小经过余热换热器的高温烟气量。
3运行效果
项目于2017年通过由环保三同时验收,废气净化系统出口的检测结果见表3,结果表明经处理后的各类废气污染因子均能达标排放。
4经济分析
(1)RTO系统(包括炉体、余热回收设备、新风风机等)总投资共计160万元。
(2)RTO系统有新风风机一台11kW/h,主引风机一台37kW/h,助燃风机一台3kW/h,吹扫风机一台5.5kW/h,控制柜耗电量为1.5kW/h;按每年工作7200h计算,每度电0.75元计算,共计:(58+11)kW/h×7200h×0.75元=37万元/年。
(3)系统正常运行后,余热回收经济效益约为41万元/年。
采用RTO氧化焚烧技术治理涂膜废气,现场运行数据表明:非甲烷总烃排放限值满足《大气污染物综合排放标准》(GB16297—1996)中表2二级标准,乙酸乙酯排放值低于《制定地方大气污染物排放标准的技术方法》GB/T13201-91计算限值。RTO系统总投资共计160万元,通过安装烟气余热回收装置,每年可产生经济效益约41万元。该套设备的使用,不仅大大减少了VOCs的排放量,还具有良好的社会效益、环境效益和经济效益。
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。









 行业新闻
行业新闻





