本文主要分析核算了集装箱生产制造过程中产生有机废气的喷车间底漆和整箱喷涂的有机废气排放浓度以及*新地方标准的要求,分别核算了车间底漆和整箱涂装的有机废气治理的*低效率要求.结合实际工况,综合对比分析了不同有机废气治理的性能及运行费用,集装箱车间底漆喷涂推荐采用蓄热氧化技术,集装箱整箱喷涂推荐采用“沸石转轮吸附浓缩+蓄热氧化技术”。
随着各地方有机废气排放标准的陆续发布,包含集装箱在内的表面涂装行业的有机废气排放浓度限值和排放速率限值也越来越严格。集装箱生产过程中使用大量的溶剂型涂料及稀释剂,产生大量的有机废气,因此各集装箱生产厂家也面临着巨大的环保压力。根据集装箱生产工艺过程有机废气的排放特点选择一套满足国家及地方有机废气排放标准,同时兼顾运维经济和安全可靠的有机废气治理技术成为各集装箱生产厂家亟待解决的首要问题。
1集装箱行业有机废气浓度与治理要求
1.1集装箱行业废气来源及浓度核算
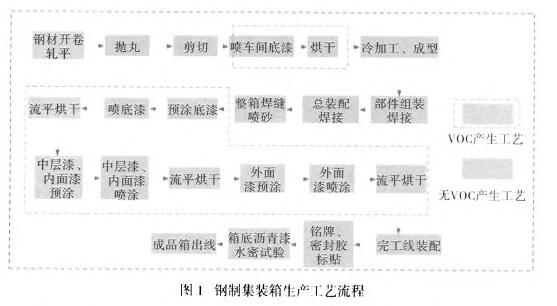
常见钢制集装箱的生产工艺流程见图1。集装箱生产过程中,车间底漆(即钢材预处理底漆)喷涂和整箱涂装两个生产车间将会产生有机废气。
调研集装箱某一厂和某二厂的板材及型材预处理线的涂料和稀释剂使用量及占比、有效喷漆时间、车间排风量、收集效率等信息对集装箱喷涂车间底漆的有机废气浓度进行核算,见表1。
废气组分以二甲苯、1一丁醇、甲苯、乙醇、正丁醇、乙酸甲酯、甲醇、甲乙酮等为主。
通过表1核算分析,集装箱车问底漆的排风量约60 000 m%,有机废气排放浓度分别为2 068 mg/m,和1 834 mg/m3。
调研集装箱某干箱厂面漆和某冷箱厂中间漆的涂料和稀释剂使用量及占比、有效喷漆时间、车间排风量、收集效率等信息对集装箱整箱喷涂的有机废气浓度进行核算,见表2。废气组分以10#溶剂油、150#溶剂油、二甲苯、甲苯、乙酸乙酯、乙酸丁酯、异丙醇等为主。
通过表2核算分析,集装箱干箱厂面漆排风量约140 000 m%,集装箱冷箱厂中间漆排风量约160 000 mⅦ,有机废气排放浓度分别为723 mg/m3和1 153 mg/m3。
1.2集装箱有机废气治理排放标准及净化效率要求
目前,各地方有关集装箱有机废气排放标准相继发布。表3摘自DB 44/1 837--2016{广东省集装箱制造业挥发有机物排放标准》。表4摘自DB 37/2801.5—2018《山东省挥发性有机物排放标准第5部分:表面涂装行业》。
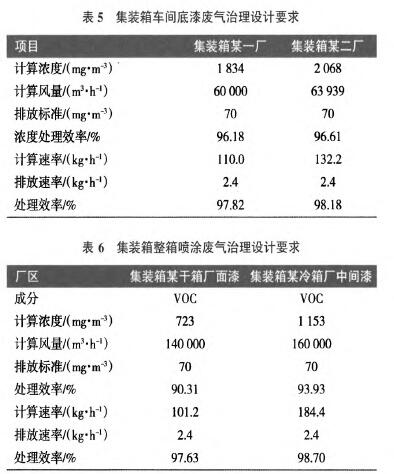
通过对比表3和表4,新颁布的山东省地方标准相较于广东省地方标准更为严格。集装箱生产厂家在选择废气治理设备净化效率时应当考虑未来有机废气排放指标日益严格的趋势。现将集装箱车间底漆和整箱涂装有机废气按照山东省地方标准进行净化效率的核算,见表5~6。
通过表5分析,集装箱某一厂和集装箱某二厂要满足排放浓度的要求,设备整体净化效率分别要达到96.18%和96.61%以上,而排放速率则必须要满足97.82%和98.18%以上的净化效率。但山东省地方标准要求:污染治理设施处理效率达到90%以上时,等同于满足排放速率限制要求。因此,集装箱某一厂和集装箱某二厂废气治理设备的整体净化效率分别要达到96.18%和96.61%以上。
通过表6分析,集装箱某干箱厂面漆和集装箱某冷箱厂中间漆要满足排放浓度的要求,设备整体净化效率要分别达到90.31%和93.93%以上。而排放速率则必须要满足97.63%和98.7%以上的净化效率。但山东省地方标准要求:污染治理设施处理效率达到90%以上时,等同于满足排放速率限制要求。因此,集装箱某干箱厂面漆和集装箱某冷箱厂中间漆废气治理设备的整体净化效率要分别达到90.31%和93.93%以上。
2集装箱行业有机废气治理技术选择
2.1常见有机废气治理技术适用条件
栾志强等对常见的VOC治理技术适用条件进行分析评估,见表7。
结合表7判定,集装箱行业喷车间底漆排放的有机废气适合选择蓄热式催化燃烧技术(RCO)或蓄热式热力焚烧技术(RTO)。集装箱整箱喷涂排放的有机废气适合选择吸附浓缩技术。
2.2集装箱喷车间底漆的有机废气治理技术选择
三塔RCO与三塔RTO整体流程相似,不同之处在于是否填装催化剂以及运行温度水平,三塔RTO在每个蓄热室的蓄热体上部填装催化剂即转换为三塔RCO。蓄热氧化技术与蓄热催化氧化技术对比见表8。
根据表8分析,蓄热催化氧化技术的净化效率取决于催化剂的设计效率,且催化剂存在使用寿命,当催化剂到达使用寿命后,净化效率将难以得到保证。且催化剂易受到杂元素中毒失活和高温冲击失活,同样造成蓄热催化氧化的净化效率无法满足设计要求。
表9运行费用计算是参照集装箱某二厂的喷车间底漆的废气参数进行的理论核算。通过蓄热氧化技术与蓄热催化氧化技术运行费用对比,当浓度达到1 834 mg/m3的情况下,蓄热氧化技术与蓄热催化氧化技术均能保证排放达标,且天然气等辅助燃料的消耗为0。但是由于蓄热催化氧化技术需要定期更换催化剂,因此蓄热催化氧化技术年运行费用总计要远高于蓄热催化氧化技术。
同时,一般蓄热催化氧化炉是在蓄热氧化炉的基础上增加催化剂,因此蓄热催化氧化炉的一次性投资也要高于蓄热氧化炉。
结合表8、表9及一次性投资的分析,针对集装箱喷车间底漆的有机废气治理建议选择蓄热氧化的工艺。
2.3集装箱整箱喷涂的有机废气治理技术选择
吸附浓缩技术目前主要分为蜂窝活性炭吸附浓缩技术与沸石转轮吸附浓缩技术。沸石转轮吸附浓缩与蜂窝活性炭吸附浓缩技术对比见表10。
活性炭存在寿命短、不稳定、受水气影响大、难脱附高沸点有机物、热气流再生过程中易发生火灾等缺点,沸石具有均匀微孔,其孑L径与一般有机分子大小相当,具有耐高温、不可燃、良好的热稳定性和水热稳定性等优点。
通过表10分析可看出,在净化效率方面和安全风险方面:沸石转轮的性能要优于蜂窝活性炭。同时,集装箱整箱喷涂废气组分中含有100*溶剂油和15#溶剂油等沸点高于120 oC的高沸点组分,针对此类高沸点有机化合物,沸石转轮吸附浓缩性能明显优于蜂窝活性炭吸附浓缩。因此,吸附浓缩技术建议采用沸石转轮吸附浓缩。
目前,市场上常见的沸石转轮吸附浓缩+热氧化的组合工艺为:沸石转轮+蓄热氧化(RTO)、沸石转轮+蓄热催化氧化(RCO)、沸石转轮+催化氧化(CO o不同沸石转轮+热氧化组合运行费用对比分析见表11。
11.jpg
表11运行费用计算是参照集装箱某干箱厂面漆的废气参数进行的理论核算。通过不同沸石转轮+热氧化组合运行费用对比分析,沸石转轮+蓄热催化氧化(RCO)>沸石转轮+催化氧化(C0)>沸石转轮+蓄热氧化(RTO)。当浓度达到723 mg/m3的情况下,均能保证排放达标,且天然气等辅助燃料的消耗为0。
结合表10与表11,沸石转轮吸附浓缩+蓄热氧化技术既能够保证长期稳定达标,且年运行费用*低。因此,集装箱整箱喷涂行业有机废气治理技术建议选择沸石转轮吸附浓缩+蓄热氧化技术。
通过分别核算集装箱生产工艺流程产生有机废气排放的喷车间底漆和整箱喷涂的废气浓度与治理要求,综合对比分析不同有机废气治理技术的性能指标及运行费用等,集装箱喷车间底漆推荐采用蓄热氧化技术,集装箱整箱喷涂推荐采用沸石转轮吸附浓缩+蓄热氧化技术。
版权声明:本网注明来源为“环亚环保”的文字、图片内容,版权均属本站所有,如若转载,请注明本文出处:http://www.ythyhb.com 。同时本网转载内容仅为传播资讯,不代表本网观点。如涉及作品内容、版权和其它问题,请与本网站联系,我们将在及时删除内容。
















 行业新闻
行业新闻





